アルモンサイゲン(ALMON SCIGAIN)は株式会社山十佐野製作所の提供する"製缶板金加工に特化した"リバースエンジニアリングサービスです。
・プラント設備の補修や改造をしたい
・現物と同じものを作りたい
このような場面で
×図面がない
×形状が複雑で寸法計測が難しい
といったお困りごとはございませんか?
3Dスキャン技術と製缶板金加工で解決します。
あるモノ、再現。アルモンサイゲン。
詳しくはサービス紹介動画をご覧ください。
アルモンサイゲン(ALMON SCIGAIN)は株式会社山十佐野製作所の提供する"製缶板金加工に特化した"リバースエンジニアリングサービスです。
・プラント設備の補修や改造をしたい
・現物と同じものを作りたい
このような場面で
×図面がない
×形状が複雑で寸法計測が難しい
といったお困りごとはございませんか?
3Dスキャン技術と製缶板金加工で解決します。
あるモノ、再現。アルモンサイゲン。
詳しくはサービス紹介動画をご覧ください。
この度、静岡県経営革新優秀賞を受賞いたしました。

隙間(ルートギャップ)を空けてロール曲げすることは可能です。固定するために、ブリッジと呼ばれる板を使って固定する方法があります。



このように、山十佐野製作所ではブリッジ板を使ってルートギャップのあるロール曲げ加工にも対応可能です。ぜひご相談ください。
ロール曲げ加工で、通称エビ管と呼ばれる配管・ダクトの接続部品を製作することができます。

エビ管を製作する際、上手くスリット(ミシン目)で1枚の板にまとめると、材料費と曲げ加工費を節約することが可能です。


せっかくロール曲げのお問い合わせをいただいたのに、「板厚に対して直径が小さ過ぎてロール曲げできません」とお応えすることがあります。
以前に直径が小さ過ぎてロール曲げできないという記事で、直径とロール曲げの可否の関係については説明しました。今回はここに板厚が絡むとどうなるのか、考えていきたいと思います。
まず、より小さい直径で曲げられるようにするには、トップロールの直径を小さくするしかありません。






「片方の円周だけ開先を取ってからロール曲げできますか?」
時々このような問い合わせをいただくことがあります。結論から申し上げますと、ロール曲げすること自体は可能ですが、過去の実績から、若干変形が出てしまう可能性があります。
例えば下図のように片方の円周だけ開先が取れているケースです。

過去、このような板をロール曲げした時に、下図のように隙間ができたしまったことがありました。

はっきりとした原因はわかりませんが、おそらく以下のような理屈だと思われます。
開先が取れているということは、そこだけ板厚が薄いのと同じことである
→ そちら側の方がスプリングバックが強いことになる
→ 開先の無い方がくっついた時、開先側はスプリングバックが強いのでまだくっつかない
(=隙間があく)
3本ロールの構造上、これは防ぎようがありません。
また、隙間が許容範囲に収まるのかどうかも、曲げてみないとわかりません。
したがって、無難な案としては、開先無しでロール曲げして、円筒状に溶接してから旋盤等で削っていただく方法を提案しています。
なお、板厚が薄い場合はほとんど隙間ができません。

また、板の幅が広い場合も、隙間ができてしまっても仮止めで誤魔化せる可能性はあります。

ケースバイケースですので、ご相談いただけますと幸いです。
「鏡板はロール曲げで作れますか?」
時々お問い合わせいただく質問の一つです。結論から申し上げますとロール曲げでは加工できません。

3本ロール(ベンディングロール)によるロール曲げは、下図のように3本のロール(シリンダー)に板を挟み、回転させながらトップロールを押し込むことで円筒成形をしていきます。

ロール(シリンダー)が直線ですので、曲げ線が直線になる形状しか曲げられません。(この点に関してはプレスブレーキと同じです。)
それでは典型的なタンク部品である「鏡板」「直管」「テーパー管」で比較してみます。

これらのうち、鏡板だけは断面がR形状になっているため、ロール曲げでは加工できません。
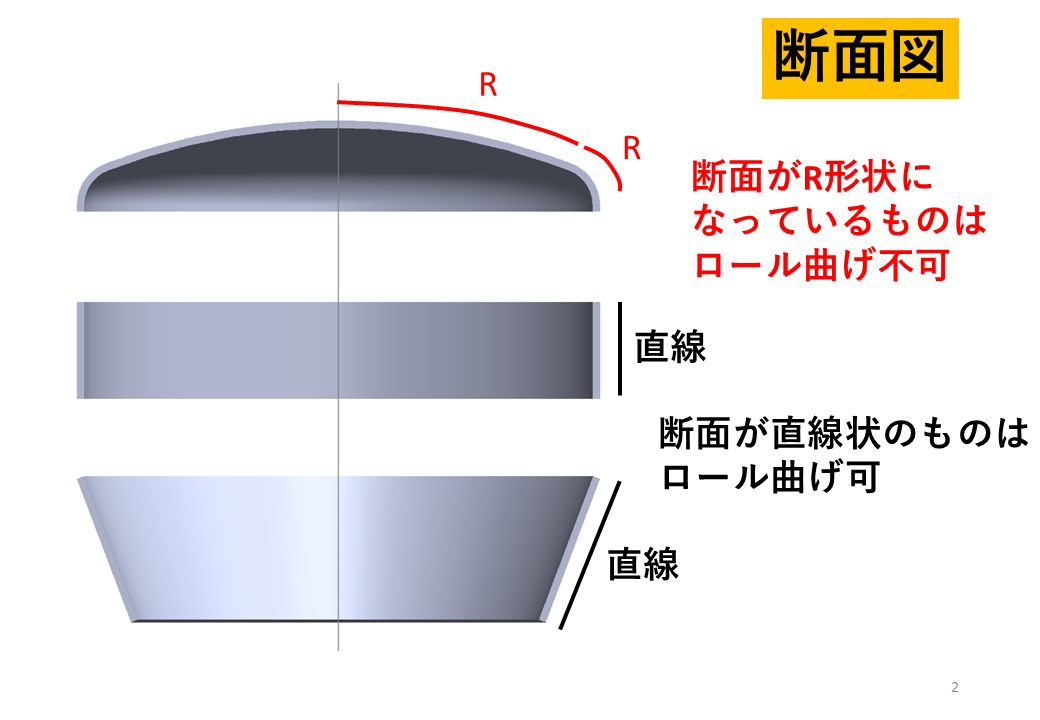
断面がRの形状はプレス成型やへら絞り・スピニング加工で加工されます。これらの加工は弊社では対応できませんが、協力業者で対応することは可能です。
もしお困りの際にはお声掛けいただけますと幸いです。