2023年12月30(土)から2024年1月4日(木)までは年末年始休暇となります。
何卒ご了承の程よろしくお願い申し上げます。
この度、山十佐野製作所は静岡県の令和5年度小規模企業経営力向上事業費補助金に採択され、最新のネスティングソフトウェアを導入し、本格的な切板・切断データ販売を開始いたしました。
すでに導入していた板金展開機能付きの3D CADソフトウェアとNCプラズマ切断機を活用し、お客様からいただいた図面から切断データを作成、そして定尺板から板を切断してご提供可能です。
また、展開切断データのみのご用命も承っております。多品種の際には、自動ネスティング機能を生かして必要母材枚数を自動的に計算もすることも可能です。(見積時に非常に便利です。)
山十佐野製作所は今後もお客様のお役に立てるよう積極的にデジタル化を進めてまいります。
ロール曲げ加工で円筒を製作するためには、まず曲げる前の板の寸法を計算する必要があります。これを展開(板金展開)と呼びます。
基本的な考え方は、「展開寸法=板厚の中心の円弧」です。

板を円筒状に曲げる時、板の外側は無理やり伸ばされた状態になり、逆に内側は縮まります。すると伸びもせず縮みもしないところがあるはずで、通常はそれが板厚のちょうど真ん中の部分です。これを中立線と呼びます。

中立線は曲げる前も曲げた後も同じ長さですから、この長さの板を曲げれば目的の円筒を作れることになります。つまり通常は「中立線=板厚の中心の円弧=展開寸法」です。
ただし、厚板ロール曲げの場合は特別に考慮しなければならない点が2あります。
以下、1つずつ説明します。
朝倉健二氏の『塑性加工』(共立出版株式会社)によると、「曲げ半径と板厚の比率が5よりも小さくなると、中立線は内側に移動する」とあります。

例えば板厚40mmであれば、内R200よりも小さくなると、中立線が板の中心よりも内側に移動するということです。つまり、展開寸法は板の中心の円弧よりも短くなります。逆に言うと、板厚の中心の円弧で切断した板を曲げてしまうと、想定より大きな円筒が出来てしまうのです。
(厚い板を無理やりきつく曲げると板が伸びてしまう、と考えるとイメージしやすいかもしれません。弊社ではこの現象を通称「伸び」と呼んでいます。)
さて、理論的には曲げ半径と板厚の比率がいくつの時にどの程度中立線が内側に移動するのかがわかれば展開寸法を計算できることになりますが、残念ながらその移動値を正確に求める方法がありません。
そこで弊社では、「板厚何ミリで曲げRがいくつの時に中立線がどのぐらい内側に移動したのか」というデータを蓄積して、展開寸法の推測に役立てています。
次に、ロール曲げは端まで完全に曲がるわけではないということも展開寸法に影響します。例えば板厚40mm、曲げ径Φ600で、板の端が板厚分だけ曲がらないとします。すると、ロール曲げ加工を行うと下図のように内角が先にぶつかってしまいます。


R/tは5以上ですので、中立線は板厚の中心と考えます。普通に計算すれば展開長は
板の中心の直径640mm x 3.1416 = 2010.6
です。しかし、この長さの板を曲げると、上図のように外周部分で10.68mm長い円筒が出来上がってしまうことになります。つまり、外径が想定よりも約3.4mm大きくなってしまうということです。(本来は外Φ680のはずが、外Φ683.4になってしまう。)
では、もしX開先の板でしたらどうでしょうか?


こちらの場合は、隙間5.34mm分縮まりますので、直径で約1.7mmの誤差です。(本来は外Φ680のところ、外Φ681.7。)
最後に、内開先の板の場合はどうでしょう?


こちらの場合は隙間が完全になくなりますので、長さ2010.6mmの板を曲げれば想定通りの直径になります。
このように、開先形状も展開寸法に影響するのです。
山十佐野製作所では、板の伸びや開先形状、さらに後工程の溶接や旋盤加工のことも考慮しながら展開寸法を推測しています。ただ、想定外に板が伸びてしまったり、逆に伸びなかったりしてしまうことがあるのも事実です。そのような時は、もし想定外に伸びてしまった場合には継目を削り、短過ぎてしまった場合にはルートギャップ(隙間)を空けることでご了承いただいております。

今後もデータやノウハウを蓄積し、できる限り正確な展開寸法の計算ができるように尽力してまいります。
ものづくりにおいて最も重要なのは「曖昧さの無いコミュニケーション」です。いくら完璧に美しいものを作っても、いくら素早く完成させても、出来上がったものがお客様のほしいものと違ったら全く意味がありません。
曖昧さの無いコミュニケーションを図るためには曖昧さの無いコミュニケーションツールが必要があり、その1つが図面です。したがって本来であればどのような時でも図面でやり取りをすることが望まれます。なぜなら、規格に則って図面を描けば曖昧さが無くなるようになっているからです。しかし現実には急いでいて電話やメールの文言だけでやり取りをすることもあります。
例えば「厚み6mm、幅50mm、内Φ500」と聞いて、皆さんはどのような形状を思い浮かべますか? 考えられるのは以下の2通りだと思います。





最後にまた余談ですが、一般的にAの曲げ加工は「ロール曲げ」「円筒曲げ」「バンド曲げ」「板巻き」、Bの曲げ加工は「フランジ曲げ」「リング曲げ」等と呼ばれます。ただ、この記事の中で敢えてこれらの呼称を使わなかったのは、人によって定義が違っていて、例えばBの形状を「ロール曲げ」と呼ぶ方がいたりするからです。
人間は思い込みの生き物です。自分が発注する時も受注する時も、
「自分が普段使っている言葉は本当に一意に定義されているのか?」
「規格として定義されているのか? 辞書で定義されているのか?」
「表現に曖昧さは残っていないか?」と常に考えることを目指していきます。
山十佐野製作所のロール曲げ可否自動判定で使用しているAPIを無償公開いたします。
認証について
APIの認証にはGoogle Firebaseを使っています。
最初にhttps://yamaju-api.de.r.appspot.com/にアクセスしてAPIアカウントを作成し、APIキーを取得してください。
APIの使用方法
https://yamaju-api.de.r.appspot.com/v1/plbend にGETリクエストを送信することで利用することができます。
パラメータ
ys: yield strength / 降伏点・0.2%耐力
ベンディングロール機械メーカーから提供された値を使用しています。
製鉄メーカーの仕様書の機械的性質とは異なりますのでご注意ください。
今のところサポートしているのは以下の値です。(アルファベット順)
| A1050 | 255 |
| A5052 | 294 |
| A5083 | 294 |
| C1020 | 255 |
| C1100 | 255 |
| C2801 | 412 |
| HITEN590 | 637 |
| HITEN780 | 872 |
| HITEN980 | 872 |
| S-TEN1 | 255 |
| S-TEN2 | 352 |
| S45C | 392 |
| S50C | 415 |
| SA-387 Gr11 CL2 | 552 |
| SB410 | 343 |
| SB450 | 372 |
| SB450M | 392 |
| SB480 | 392 |
| SB480M | 411 |
| SGV410 | 343 |
| SGV450 | 372 |
| SGV480 | 392 |
| SLA235A | 275 |
| SLA325 | 352 |
| SLA360 | 392 |
| SLA410 | 450 |
| SM400 | 323 |
| SM490 | 392 |
| SM490Y | 412 |
| SM520 | 412 |
| SM520C | 412 |
| SM570 | 510 |
| SMA400 | 323 |
| SMA490 | 392 |
| SMA570 | 510 |
| SPHC | 294 |
| SPV235 | 255 |
| SPV315 | 352 |
| SPV355 | 392 |
| SPV410 | 450 |
| SPV450 | 490 |
| SPV490 | 540 |
| SS330 | 255 |
| SS400 | 255 |
| SS490 | 343 |
| SS540 | 431 |
| SUS304 | 294 |
| SUS310S | 294 |
| SUS316 | 314 |
| SUS316L | 268 |
| SUS329J3L | 659 |
| SUS329J4L | 645 |
| SUS444 | 441 |
| TP270 | 255 |
| TP340 | 314 |
| WEL-TEN590RE | 637 |
t: thickness / 板厚
サポートされている板厚は以下の通りです。
| 1.6 |
| 2 |
| 2.3 |
| 2.5 |
| 3 |
| 3.2 |
| 4 |
| 4.5 |
| 5 |
| 6 |
| 8 |
| 9 |
| 10 |
| 12 |
| 14 |
| 15 |
| 16 |
| 18 |
| 19 |
| 20 |
| 22 |
| 25 |
| 28 |
| 30 |
| 32 |
| 35 |
| 36 |
| 38 |
| 40 |
| 45 |
| 50 |
| 55 |
| 60 |
| 65 |
| 70 |
| 75 |
| 80 |
| 85 |
| 90 |
| 95 |
| 100 |
h: height / 高さ(円筒の長さ)
高さ(円筒の長さ)を正の整数で指定してください。(弊社で一番大きな機械の幅が3mなので、それ以上の値を入れても不可の判定しか出ません。)
d: diameter / 直径(内径Φ)
曲げ径を正の整数で指定してください。
a: angle / 曲げ角度
R曲げを判定したい場合、曲げ角度を0 < a < 360で指定してください。
(例えば半円曲げの場合は180)
円筒曲げ(1周)の場合は省略してください。
scf: spring back coefficient / スプリングバック係数
スプリングバックが激しい材質の時に任意で0 < scf < 1の値を指定してください。
例えば弊社ではチタンの場合に0.6と指定しています。
key: API Key
取得したAPI Keyを指定してください。
API Keyを忘れてしまった場合はhttps://yamaju-api.de.r.appspot.com/にログインして確認できます。
返り値
5種類の機械での可否判定がJSON配列として返ってきます。
1台ごとに、端曲げができるか、余長付きなら曲げられるか、幅が広過ぎないか、弧長が短過ぎないか、がtrueかfalseで示されています。機械の順番は以下の通りです。
1台目:MP230-2230
2台目:MJ25-0315
3台目:MP230NC-6005S
4台目:MP100-1130
5台目:MJ30TNC-0525
APIの使用例
例えば
SS400 t4.5 内Φ500 高さ800 のロール曲げ可否を調べたい場合は、
https://yamaju-api.de.r.appspot.com/v1/plbend?ys=255&t=4.5&d=500&h=800&a=&scf=1&key=[取得したAPI Key]
にリクエストを送ると、
[[false,false,false,false],[false,true,false,false],[false,false,true,false],[true,true,false,false],[true,true,false,false]]
という値が返ってきます。これは、
1台目:MP230-2230
端曲げ×、余長付き曲げ×、幅は大丈夫、弧長も大丈夫 → 不可
2台目:MJ25-0315
端曲げ×、余長付き曲げ〇、幅は大丈夫、弧長も大丈夫 → 余長付きなら可
3台目:MP230NC-6005S
端曲げ×、余長付き曲げ×、幅が広過ぎて機械に入らない、弧長は大丈夫 → 不可
4台目:MP100-1130
端曲げ〇、余長付き曲げ〇、幅は大丈夫、弧長も大丈夫 → 可
5台目:MJ30TNC-0525
端曲げ〇、余長付き曲げ〇、幅は大丈夫、弧長も大丈夫 → 可
という判定です。
最後に
元々は町工場が自社サイト用に片手間で作ったものですので、至らない点が多々あるかとは思いますが、無償公開ということでご理解いただけますと幸いです。
人手不足の時代となり、設計や見積りにますます自動化が求められると考えています。そのような中で、ロール曲げに関する効率化の一助となればと思い、無償公開に至りました。使用方法で不明な点があればお問い合わせいただけますと幸いです。
テーパー管(コーン、レジューサー)をロール曲げで製作することが可能ですので、その一部である当て板もロール曲げで製作することは可能です。
(参考記事:テーパー管(レジューサー/コーン)はロール曲げできますか? 陣笠は?)

まず、通常の(筒状の)テーパー管の展開図は下図のようになります。

わかりやすいように40分割で曲げ線を描いてみました。
ここで、1/10円分(=36度分)の当て板を製作したいとします。
1/10円分ですので、40分割したうちの4個分がその展開板になります。

この板を通常のテーパー管と同じ要領で曲げれば当て板の完成です。

さて、極まれに「わざわざ展開して扇板をレーザーで切断すると材料費が高くなってしまうので、単純な長方形の板でテーパー管の当て板を作りたい」という要望があります。実現は不可能ではありませんが、手間がかかって加工費が高くなる割に精度が出せないため弊社ではおススメしておりません。
以下、理由を説明します。
まず、先ほどの1/10円分と同じような大きさの長方形を用意するとします。

板が長方形であろうとテーパー管の形状に曲げるための曲げ線は変わりませんので、下図のようなケガキを描き入れることになります。

ここで、扇の板からテーパー当て板を曲げる場合と、長方形の板からテーパー当て板を曲げる場合の違いを見ていきます。
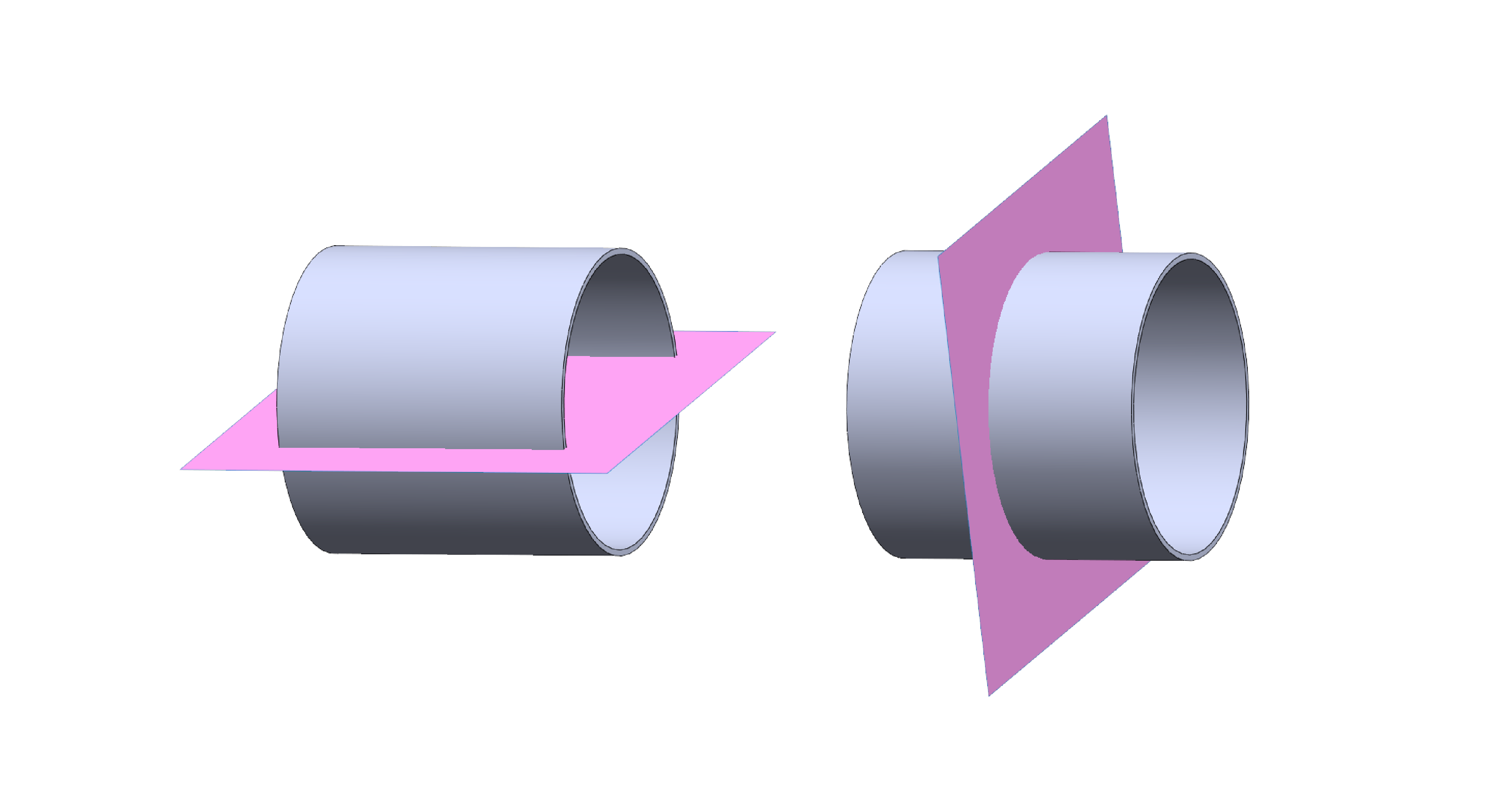
扇の板の場合、それぞれの曲げ線に注目すると、どの曲げ線をみても板の端面(パイプの口になる部分)と曲げ線がほぼ直交していることがわかります。(※扇は直線ではないので厳密には直交ではありませんが、無限に拡大していけば90度で交わっていると言えます。)

これらの曲げ線が3本ロールのシリンダーと常に平行になることを意識して曲げていくと、曲げ線に対して常に対称に曲がっているので、端と端が近づいてテーパー管の形状になっていきます。
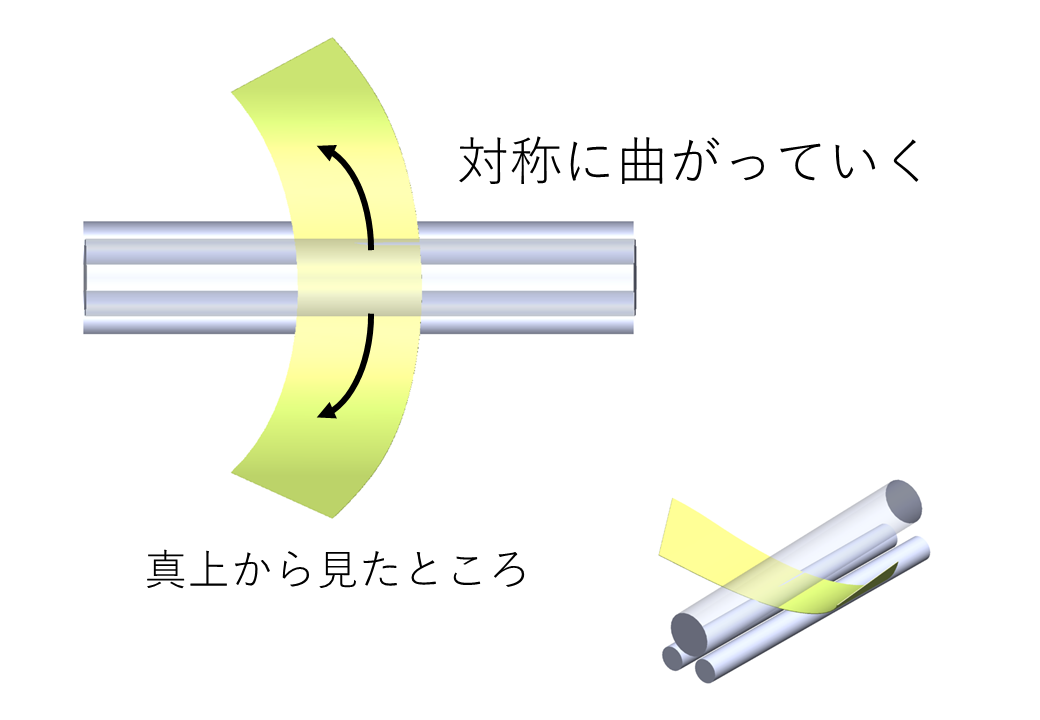
一方で長方形の場合、板の真ん中のケガキ線で曲げる時は3本ロールのシリンダーと板の端面が直交しますが、それ以外の時は直交しないことがわかります。特に、板の端に行けば行くほど90°からずれていきます。

これらの曲げ線が3本ロールのシリンダーと常に平行になることを意識して曲げていくと、板はねじれるように曲がっていき、板の両端がくっ付くどころか逆に離れていってしまいます。

なお、今回わかりやすく説明できるように扇の板にも曲げ線を入れましたが、慣れてくると板を見れば扇の中心がどこなのか頭の中でイメージできるので(扇の両端の線が交わるところが中心)、ケガキ線もイメージできるようになってきます。そうなると、ケガキをしなくても曲げられるようになります。
一方で長方形の場合は、板を見てもどこが扇の中心なのかわからないので、寸法を計算して実際にケガキを入れる必要があります。
つまり、長方形の板でテーパー管の当て板を曲げようとすると、
① 板にケガキを入れるという余計な手間がかかる(コストが増える)
② ねじれが加わって上手く曲がらない(精度が出ない)
という問題が発生するのです。
以上から、弊社ではテーパー管の当て板を長方形の板で曲げることはおススメしておりません。しかしながら、精度は気にせず、曲げ加工費が増えてもレーザー切断費が増えるよりマシだというケースもあるかと思います。そのような場合にはご要望にお応えしておりますので、ご相談いただけますと幸いです。