山十佐野製作所の年末年始の休業日は
2022年12月30日(金)~2023年1月4日(水)
となります。何卒よろしくお願いいたします。
「曲がった板を平らにしたいのですが、ロール曲げでできますか?」
このようなお問い合わせを時々いただくことがあります。
条件によっては可能です。
種明かしをしてしまいますと、下図のように板を裏返した状態で機械に入れることができればロール曲げで板を延ばして平らに近づけることができます。

普通のロール曲げは平らな板の状態から円筒状(またはアーチ状)に曲げます。この工程は単純な形状であればNC化できていて、自動機械も存在します。
一方ですでに変形した板を平らにする場合は、まず初期条件が不明です。どの程度曲がっているのか、一定のRで曲がっているのか、ねじれはないか、摩耗して板厚が薄くなっていないか、経年劣化で板の性質が変わっていないのか、など、挙げればキリがありません。
板を平らに伸ばす加工は、押した(曲げた)時の板の戻り具合を見ながら押す位置や量を調整したり、曲げる方向を変えたり、数値では表せない”カン”に頼った加工になります。いわゆる職人技と呼ばれるもので、自動化は不可能です(※)。
(※AIが発達すればセンサーと組み合わせることで実現可能かもしれませんが、ニーズに対して割に合わないので誰も開発しないと思われます。)
このように、板を平らに伸ばす加工は実際にやってみないとどこまで平らにできるのかわかりません。極端なことを言えば可否すらもお答えできないため、事前にお見積りすることも不可能です。できるとすれば”これ以上平らに近づくことはない”と判断できるまでの加工時間を見積もることぐらいでしょうか。
新品の板を曲げれば済む話ではありますが、このまま円安と資源不足が続いた場合、在庫不足で板がすぐ手に入らなかったり、高過ぎて予算オーバーになってしまったりといった事情で、既存の板を再利用したいというニーズが増える時代がやってくるかもしれません。
そのような時代に必要な技術力を山十佐野製作所は持っております。今後も社会の役に立てるよう自分たちの技術力を向上させ、またこの技術を次の世代に継承できるよう努力してまいります。
テーパー管(レジューサー/コーン)は形状によってロール曲げ可能です。陣笠は全く加工できません。
テーパー管がロール曲げ可能なので似たような形状の陣笠もロール曲げできるのではと思われることがありますが、機械の構造上不可能です。
まず、3本ロールでどのようにテーパー管を曲げているのかを説明します。下図をご覧ください。

2つめの画像は真横からみたところです。このように、トップロール(上のシリンダー)を傾けて小径側だけが強く曲がるようにして加工しています。
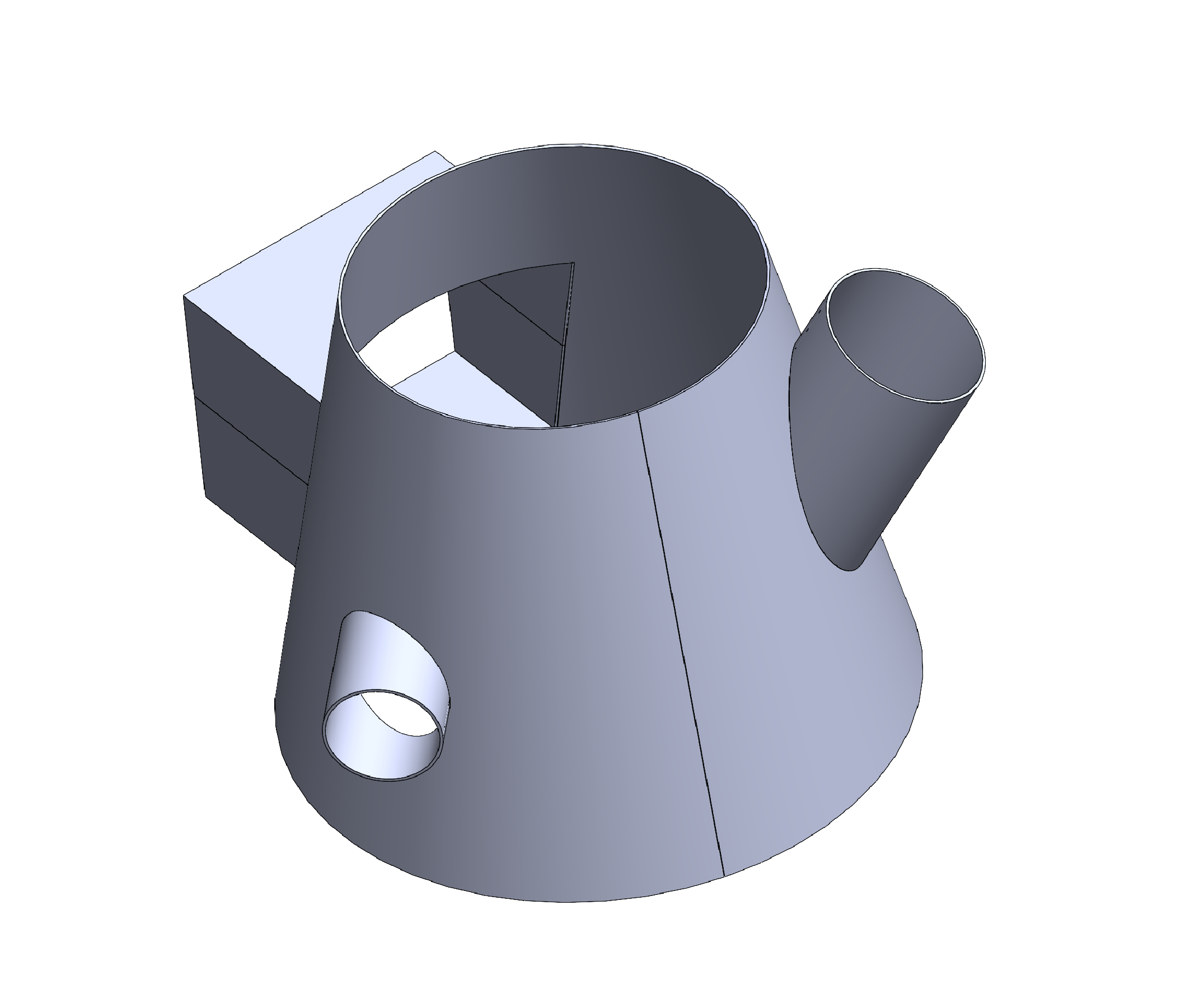
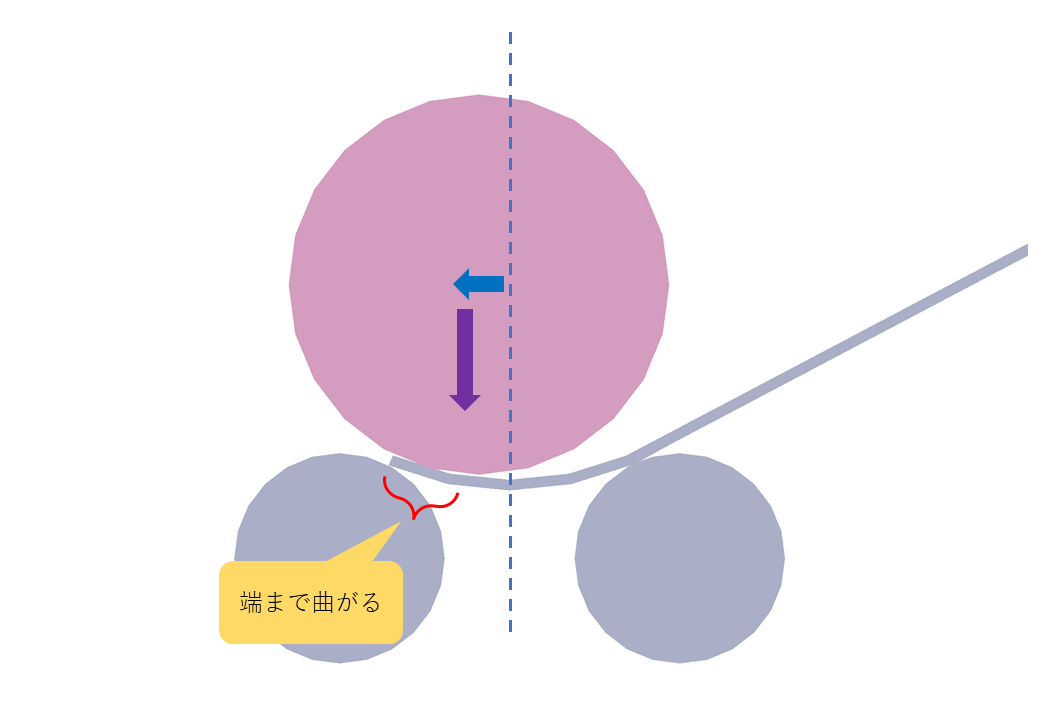
では同じ方法で陣笠を曲げようとするとどうなるでしょうか?わかりやすいようにトップロールを半透明にしてみました。

ご覧の通り、このままトップロールを下げると陣笠の頂点付近が曲がってはいけない方向に曲がってしまいます。したがって陣笠は3本ロールでは加工不可能です。
では同じテーパー管でも曲げられるものと曲げられないものの差はどこにあるのでしょうか?
テーパー管の小径を徐々に小さくしていくと、やがて直径Φ0mmに近づいて陣笠になります。可能・不可能の境目はそのどこかにあるはずです。テーパーロール曲げが不可能となる条件は以下の通りです。
条件1)小径にトップロールが入らない。
当たり前ですが、トップロールより小さな直径に曲げることはできません。(陣笠もこの条件に当てはまります。)
条件2)小径と大径の差が大きい。
差が大きければ大きいほど、小径側だけを強く、大径側を弱く曲げる必要がありますので、トップロールを大きく傾けなければなりません。しかし、機械の構造上、傾けられる角度には限界があります。
また、傾ければ傾けるほど機械に(油圧シリンダーに)高負荷がかかります。メーカーからは「通常の円筒の2倍~3倍の負荷がかかると考えてほしい」と言われています。曲げに必要な力は大雑把に板厚の2乗に比例しますので、テーパーロール曲げの可否を大雑把に調べたい時は、こちらのロール曲げ可否自動判定で板幅を実際の1.4(√2)倍~1.7(√3)倍で入力してみるという方法があります。ただ、残念ながら正確な可否判定は難しいというのが正直なところです。
弊社にお問い合わせいただいた場合は、過去の加工実績データベースから類似形状を一瞬で検索できるシステムも使って総合的に可否判断をしております。その結果、弊社の3本ロールで加工できないと判断した場合は、協力業者でのプレス曲げ(FR曲げ)でのお見積りを提案させていただいております。
全ての曲げ加工に対応することができず大変申し訳ございませんが、何卒ご了承いただけますと幸いです。
ロール曲げ加工は円筒やテーパー管など単純な幾何学形状を加工するため、時々"t6、外Φ300、高さ200"など言葉だけの仕様で発注がかかることがあります。円筒の場合はあまり問題になることはありませんが、テーパー管の場合、特に板が厚い時は注意が必要です。
下図をご覧ください(クリックすると大きく表示されます)。

A、B、どちらも言葉だけで表そうとしたら”板厚t12、小径外Φ150、大径外Φ200、高さ50”となると思います。しかし、Aは曲げ終わった時点で高さが50mmになるのに対し、Bは下の部分をグラインダーで削らなければ高さ50mmになりません。
両者は製品形状が違うので板金展開形状も違ってきます。
パイプ(円筒)の板金展開は板厚の芯の直径に円周率を掛ければ計算できます(中立線のずれは無視できると仮定して)。テーパー管の板金展開も基本的な考え方は同じです。
上図にはAとBそれぞれの板芯の直径が書かれています。両者は違っているので展開形状も違ってくるのです。
弊社では特に指定がない場合はAで展開をしております。理由は、こちらの形状はそのまま組めば高さ50mmを確保しつつ、しかも自然開先になるからです。

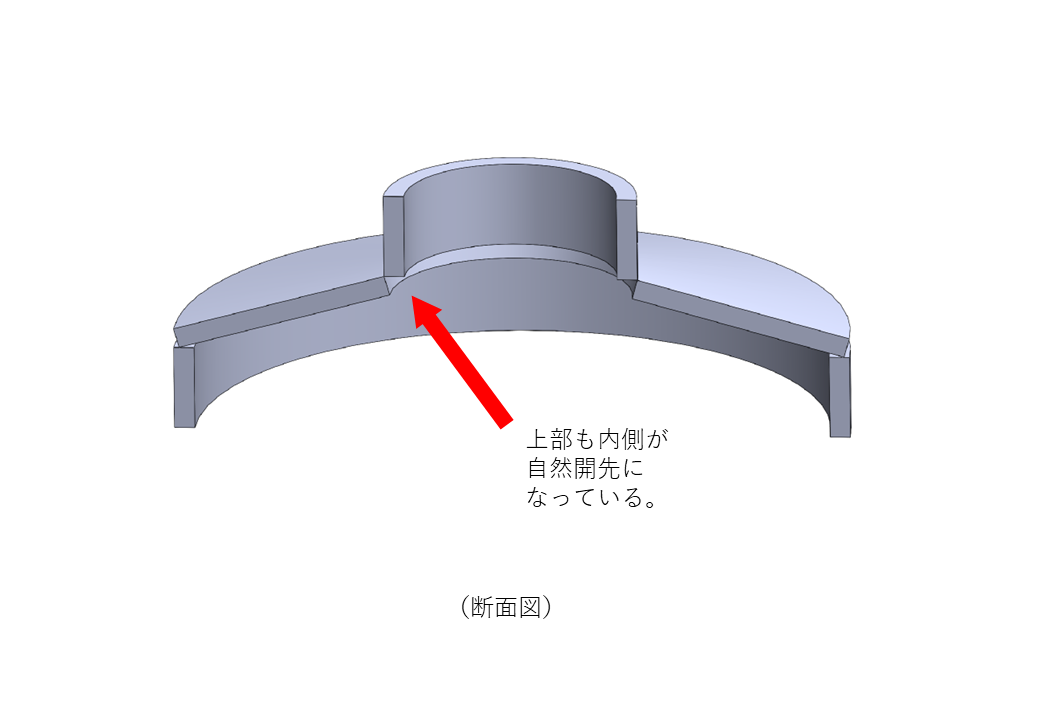
一方でBは下部をグラインダーで削って高さを合わせなければならないだけではなく、必要に応じて開先も取らなければなりません。
弊社では常にお客様の手間をできるだけ減らすことを考えて提案をさせていただいております。
パンチングメタルはロール曲げ可能ですか?

よくお問い合わせいただく質問です。一言でお答えすると「ロール曲げ可能」ですが、R精度は通常の鋼板とは違ってしまいます。
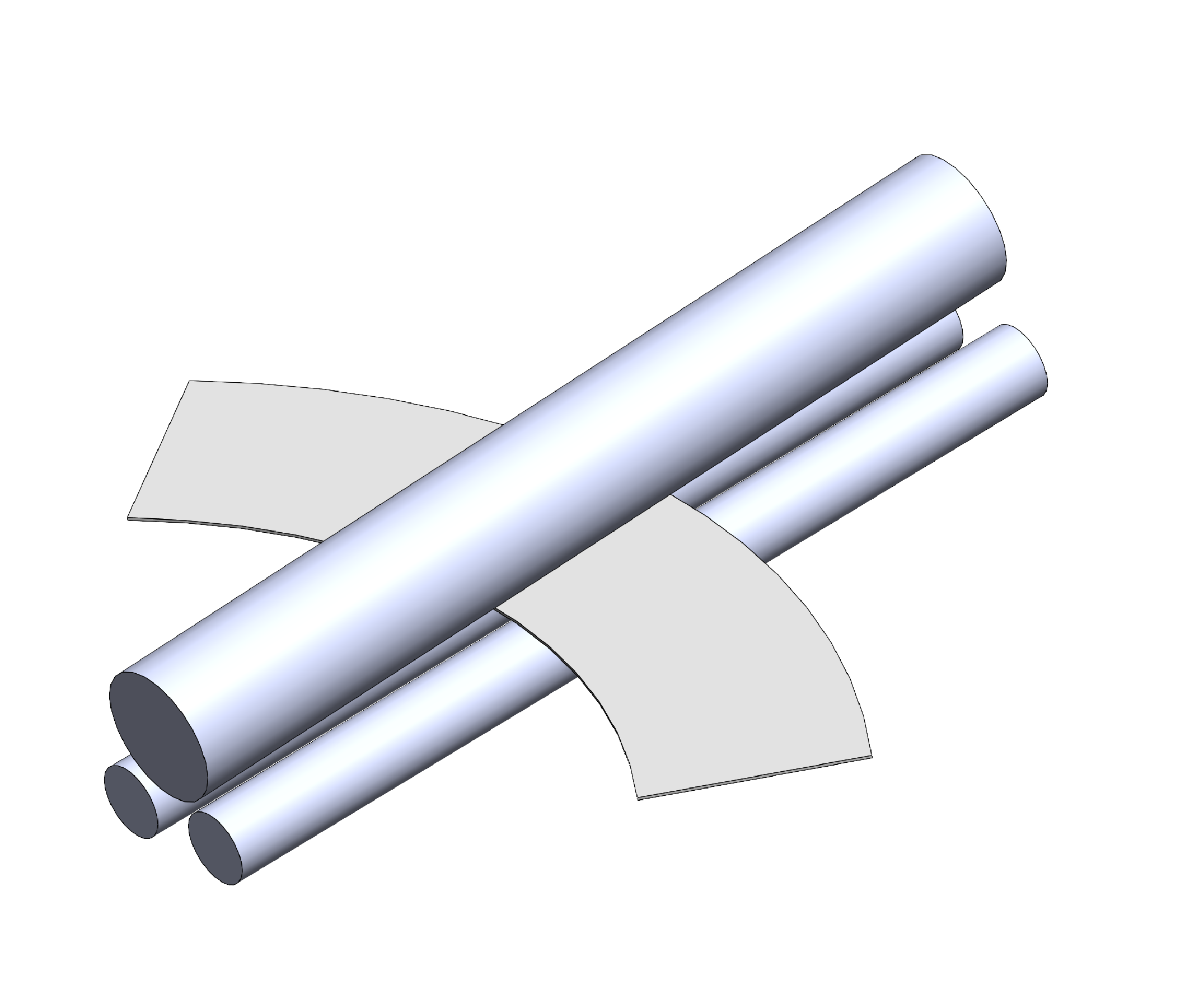
パンチングメタルの中には、下図にように板の縁に穴のあいていないものがあります。(耳付などと呼ばれます。)

このような板は、穴のあいている部分とあいていない部分で板の強度が全く違うため、境目のところで折れたようになってしまいます。
耳付の板は、究極に単純化すると下図のような板だと考えることができます。

この形状ですと、スリットを入れればロール曲げできる?の記事で説明されている通り、縁の部分はボトムロールにかかりませんので、折れて平らなまま残ってしまうということです。
防止策としては耳のない板を用意するしかありません。ただし、実際の製作では「縁が曲がっていなくても関係ない。R精度は気にせず、無理やりにでも溶接できてしまえばOK。」ということもあります。状況に応じてご検討いただけますと幸いです。

Hardox(ハルドックス耐摩耗鋼板)の溶接に挑戦いたしました。

Hardox®耐摩耗鋼板はスウェーデン・ストックホルムに本社を置く鉄鋼メーカーであるSSAB社の鋼材で、世界有数の耐摩耗鋼板です。建機や破砕機など、摩耗が激しい部品で使用されています。国産で言えば日本製鉄社のABREX、あるいはJFEスチール社のEVERHARDが同等品となりますが、それぞれ特徴に若干の違いがあるようです。
今回溶接に挑戦したのはHARDOX450という種類で、ガイドラインを参考にして溶接したところカラーチェックで問題ない程度に仕上がりました。板厚は16mmです。
山十佐野製作所では今後も珍しい材質の加工でも積極的に挑戦してまいります。
山十佐野製作所ではいただいた図面をもとに3Dモデリングから板金展開まで行っております。
例えば以下のような製品があったとします。

今回モデリングしたサンプル3Dデータ(STEP形式)ならびに板金展開データ(DXF形式)は以下のリンクからダウンロード可能です。どうぞご自由にご確認いただけますと幸いです。
株式会社山十佐野製作所サンプル3Dデータ・板金展開データ(ZIPファイル)
弊社はプラントエンジニアリングをメインとした製缶板金業ですので、工場の大きなタンクなど一品モノの部品を製作しております。量産モノには”不良率”という考え方がありますが、一品モノの場合は0%か100%しかありません。毎回違うものを作るわけですから、いかに正確に製作するかが品質保証のカギとなります。そのためには、まずは形状を正しく理解できなければ話になりません。
最終製品は3次元の物体です。それを伝えるための手段として図面が存在しますが、3次元を2次元に置き換えているため理解するのに苦労する時があります。そのような時、3Dデータをみれば一目で形状を理解できるでしょう。ミスが減り、時間短縮に繋がります。
今後も山十佐野製作所では3Dの力を製缶板金業に生かして、お客様のために効率化を図っていきたいと考えております。
本記事はDraftSightでAutoLISPを使うための情報をまとめたものです。

https://www.3ds.com/ja/products-services/draftsight-cad-software/ より
DraftSight(ドラフトサイト)とは、フランスのダッソー・システムズ社が提供している2DCADソフトウェアです。製品の詳しい説明はWikipediaに譲りますが、業界のデファクトスタンダードであるAutoCADと非常に互換性が高いのが特徴です。以前は無償版がありましたが、残念ながら2019年からは有償版のみとなっております。
弊社は設計部門があるわけではないので高度なCADソフトウェアは必要ありません。しかしながら、お客様から支給されたCADデータから曲げ加工図を描いたり展開をしたりといった作業が発生します。そこで、以下の条件を満たすCADソフトウェアを探してきました。
・お客様のCADデータとの互換性が高いこと(つまり業界のデファクトスタンダードであるAutoCADのDWGファイル形式を問題なく扱えること)
・自動化ができること(マクロやAPIが充実していること)
・世界の市場シェアが低すぎないこと(マイナーだと生産停止の恐れがあるため)
・AutoCADと比べて安いこと
いろいろなCADソフトウェアを調べた結果、弊社ではDraftSightのProfessional版を選定して利用しております。ちなみにAutoCADの年間使用料金は71,500円で、DraftSightの年間使用料金は35,925円ですのでおよそ半額です。
さて、今回弊社では生産性向上のためにCADの作図作業の効率化を図るべく、DraftSightでAutoLISPを使った自動化を行いました。その際、DraftSightでAutoLISPを使うための情報がとにかく少なかったため、こちらの記事にまとめておこうと考えた次第です。
AutoLISPプログラミングそのものに関する情報は、AutoCAD向けに説明したサイトが多数あるためそちらに譲ります。本記事ではAutoLISPプログラムをDraftSightで動かす方法についてのみ説明いたします。
1.DraftSightでAutoLISPプログラムを動かすには
メニューから ツール → アプリのロード を選択し、AutoLISPファイル(.lspファイル)を開くと実行されます。
2.DraftSightの起動時に任意のAutoLISPプログラムが自動的に実行されるようにするには
まず、メニューから オプション を選択し、
ファイルの場所 → システム → サポートファイルの検索パス を開いてパスを確認します。
(例)
C:\Users\[ユーザー名]\AppData\Roaming\DraftSight\22.0.1022\Support\
C:\Program Files\Dassault Systemes\DraftSight\Default Files\Support\
おそらくUsers配下のフォルダの方に、以下の内容が書かれたstart.lspというファイルがあるはずです。
;;; START.lsp for DraftSight
;;; ==============================
(if (findfile "startup.lsp")
(load "startup.lsp")
)
以上、DraftSightでAutoLISPを使うための情報でした。日本語はおろか英語でもネットで情報が見つけられなかったため、誰かのお役に立てば幸いです。
ロール曲げ可否自動判定ページを更新いたしました。
・材質が大幅に増加(56種類に対応)
・メールアドレス無しで利用可能に(結果は画面に表示)
「とりあえずロール曲げで加工できるのかどうかだけ今すぐ知りたい」時にご利用いただけますと幸いです。









「穴を開けてしまうと曲げられないと思うので、スリット(ミシン目)を入れた状態 でロール曲げしてもらえますか?」
弊社でよくいただくご要望の1つです。スリット(ミシン目)の方が穴と比べて影響が少ないのは間違いないのですが、実際にはほとんど変わらないと言っても過言ではありません。
以下、詳しく説明していきます。
ロール曲げの機械であるベンディングロールは、究極に単純化すると以下の3本ロール構造になっています。

この構造で板を曲げる仕組みはブレーキプレスの折り曲げと同じで、板を下の2点で支えながら上の1点で押すことです。

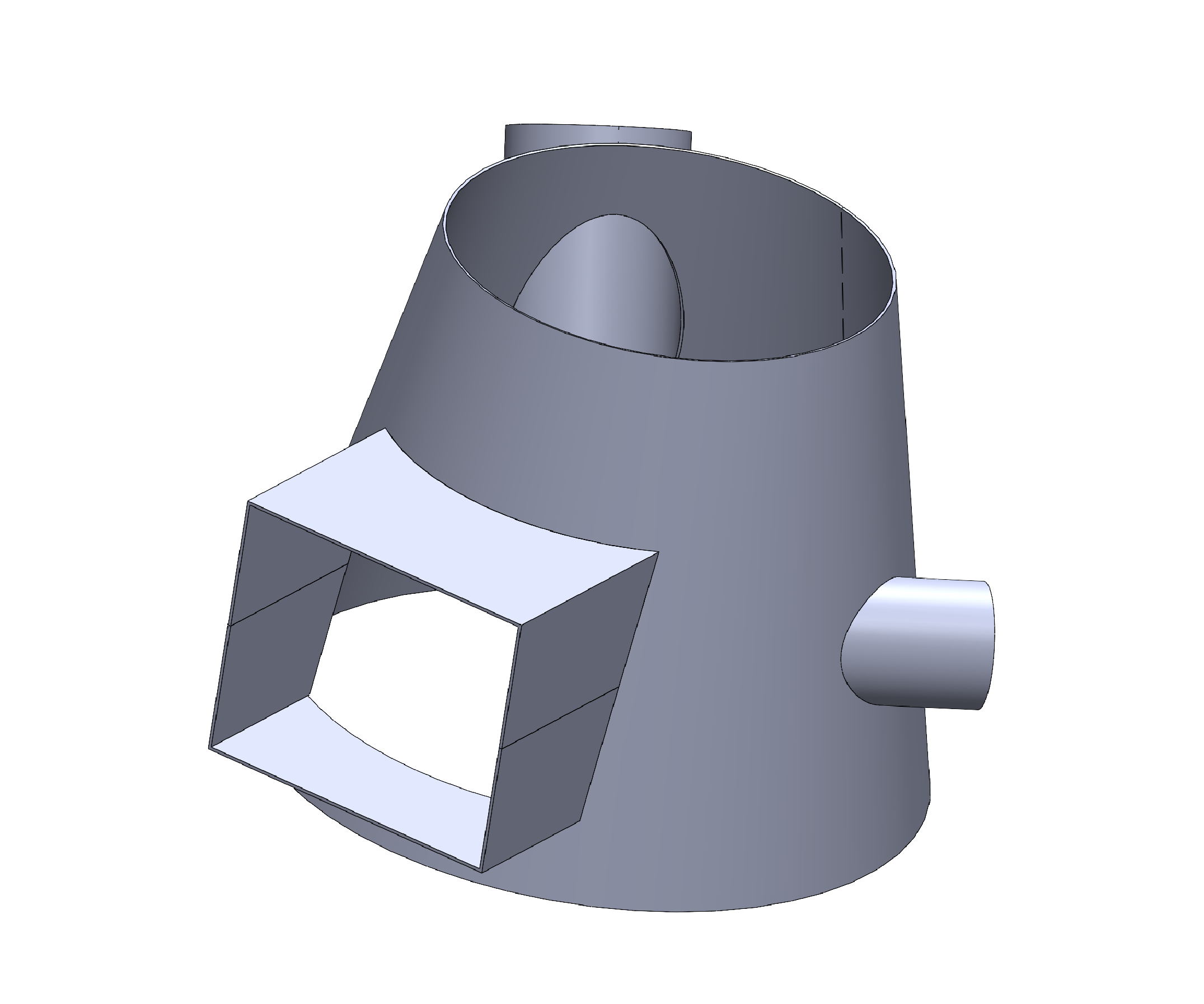
さて、例えば角パイプが刺さる下図のような板巻き管を作りたいとします。
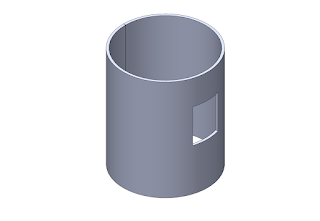
この板巻の展開板は下図の通りです。

もし板の状態で穴を開けてから曲げるとすると、下図のようになります。




穴のところの断面を見ますと、穴の隣の部分は下からの支えがありませんから、上からの力が伝わらずに逃げてしまうことがわかります。したがって、その部分は平らなまま(あるいは平らに近い状態のまま)残ってしまうのです。
では、下図のようなスリットを入れたらどうでしょうか?

断面で見ると良くわかる通り、スリットがあるところは板が断絶されているわけですから、結局は穴が開いた状態と変わらないことになります。

かろうじて繋がっているのはスリットの残っている部分だけですので、そこに全ての力がかかります。そうなりますと、平らなまま残ってしまうだけではなく、結局ポキッと断裂してしまうことさえあるのです。(以前に書いた「穴やスリットの入った板をロール曲げするとどうなるのか?」の記事に写真があります。)これではせっかくスリットで残しておいた意味が全くありません。
したがって、この問題を防ぐには下図のようなスリットにする必要があります。

こうすれば断面で見ても断絶されているところはありませんから、穴の隣の部分も下から2点で支えられて力が逃げずに伝わり、板を曲げることが可能です。
整理しますと、「円周の方向にはスリットを入れても問題ないが、円周と垂直方向にスリットを入れると曲げることができない(スリットで折れ曲がってしまう)」となります。
それでは、後工程で切断するのが難しい等の理由で、どうしても先に穴やスリットを入れておきたい時はどうしたら良いのでしょうか?
先ほど、穴が開いた状態で曲げると”穴付近は平らなまま残ってしまう”と書きました。この現象は穴やスリット部分以外でも起きる箇所があります。お気づきの方もいらっしゃるかと思いますが、それは板の端です。(詳細は「ロール曲げの端(はな)曲げ加工とは?」をご参照ください。)
つまり、端曲げと同じ工程で曲げることで、穴やスリットがあっても平らに残さずに曲げることが可能なのです。

ただし、穴やスリットの数の分だけ端曲げ工程が必要になりますので、その分コストがかかります。また、穴と穴の間隔(あるいはスリットとスリットの間隔)が狭すぎると、「これ、ロール曲げで曲がりますか?」の記事の「③板が短過ぎて機械に載らない」と同じ状態になりますので、やはり曲げることはできません。
弊社では、以上を考慮した上で、後工程で切断する場合のコストと比較ご検討いただき、最適な解決策となるように穴やスリット形状の提案をさせていただいております。
「これはロール曲げで曲がりますか?」
お客様から最も良くいただく質問の一つです。
・キズを付けたくない
・低コストで作りたい
・規格パイプが無いので1シームの板巻で作りたい
など、様々な理由があって「ロール曲げで加工したい」という思いからお問い合わせいただいているわけですから、気持ちとしては毎回「大丈夫です」と回答したいのが本音です。しかしながら、どうしても無理な時があります。
ではなぜロール曲げで加工できないのか?
一言で表しますと、「機械の仕様で決まってしまうから」です。
ロール曲げは人間が常にボタンを押しながら機械を動かすアナログ的な加工方法なので、曲げ精度や加工時間は加工者の腕に左右されます。しかし、可否に関しては「機械の仕様」に尽きるのです。
ベンディングロール(ロール曲げの機械)は3本ロールと呼ばれ、各機械によって
・ロール長
・トップロールとボトムロールの隙間
・ボトムロール間隔
・トップロール径
・加圧力
が異なります。そして、これらの仕様によって曲げの可否が決まるのです。

1)そもそも機械にセットできないケース
当然ながら、ロールの長さより幅が広い板は機械に入りませんので曲げられません(①)。また、トップロールとボトムロールの間の隙間に入らないような厚い板も曲げられません(②)。さらに、これは見落とされがちなのですが、ボトムロール間隔より短い板も曲げられません(③)。③の状態は、「機械に載らない」とか、あるいは橋がかからない状態に似ていることから「機械にかからない」と表現されます。
2)曲がり切らないケース
これも当然ながら、トップロールの直径より小さい曲げ径には曲げられません(④)。例えばトップロールがΦ80の機械で直径Φ70に曲げられないことは明らかです。さらに、スプリングバック(※)がありますので、単純にΦ80より大きいからと言ってΦ81が曲がるわけでもありません。(※詳細はロール曲げのスプリングバックの記事をご参照ください。)

3)機械の力が足りないケース
ベンディングロールの加圧力には限界があります。弊社では6台中5台が油圧式で、残りの1台が電動式です。油圧式は油圧ポンプの性能によって、そして電動式であればモーターの性能によって、それぞれ加圧力が決まってしまいます。
加圧力が大きくなればなるほど、機械自体もその力に耐えられるようにしなければなりませんから、当然ながらロールが太くなります。したがって、④の時に「もっと細いトップロールの機械を使えば良いではないか」と考えても、「細いロールでは力が足りない」となってしまうのです。
それでは具体的に「力が足りない」とはどのような状態なのでしょうか?
この疑問に答えるには、「ロール曲げを行うにはどのぐらいの力が必要なのか」を計算する必要があります。この点については『「端だけ曲がらない」のはなぜ? ロール曲げに必要な力とは』の記事で詳しく説明してありますのでご参照ください。
また、「とりあえずロール曲げの可否を知りたい」というお客様のために簡易的なロール曲げ可否自動判定ページを用意しております。どうぞご利用いただけますと幸いです。
最後に・・・
端曲げの記事で、ベンディングロールの構造はブレーキプレスの上下金型のようなものだとお伝えしました。ブレーキプレスであれば、金型を交換することで多様なサイズの板に対応できます。ベンディングロールは機械そのものが上下金型のようなものなので、
金型を交換する=別のベンディングロールを使う
ということになるのです。ブレーキプレス業者さんが様々なサイズの金型を用意するように、ロール曲げ業者も様々なサイズのベンディングロールを用意すれば良いのですが、1台数千万円クラスにもなる機械ですから簡単には増やせません。また、基本的には人間がボタンを押している間しか動かせない機械のため、機械を増やし過ぎると稼働率(生産性)が下がってしまうリスクが大きく、設備投資に踏み切るのが難しい面もあります。したがって、お客様がロール曲げでの加工をご希望しているにも関わらずどうしても弊社の機械で加工できない場合、知り得る限りの情報の中から競合他社であっても紹介させていただくことがあります。これは、その方がお客様の事業を支えるお役に立てると考えているからです。全てのロール曲げ加工に弊社の機械で対応することができず大変申し訳ございませんが、何卒ご了承の程お願い申し上げます。

ロール曲げ加工の用語で「端曲げ(はなまげ)」というものがあります。
端(はな)とは、板の両端部分、つまり、円筒状に曲げた時にぶつかって溶接継目になる部分を指します。そして、その端を曲げる工程を端曲げと呼びます。
なぜ「端曲げ」という名前がわざわざ付くほど特別扱いされるのでしょうか?
その説明の前に、まずロール曲げの機械の仕組みについて簡単に紹介したいと思います。
ロール曲げを行う機械はベンディングロールと呼ばれ、主流は3本ロール構造です。上のロールがトップロール(または親ロール)、下の2本のロールがボトムロール(または子ロール)と呼ばれます。究極に単純化すると下図のようになります。
丸いのか尖っているのかの違いはありますが、曲げ加工の原理的にはプレスブレーキの上下金型(パンチ・ダイ)と同じです。プレスブレーキのパンチ(上金型)に該当するものがトップロールで、ダイ(下金型)に該当するものがボトムロールだと考えることができます。
一方で、ベンディングロールにはロールを回転させることができるという特徴があります。したがって、もし無理やり別の名前を付けるとしたら、”自動板送り装置付き丸金型プレスブレーキ”と言えるかもしれません。
さて本題です。
曲げの仕組みはプレスブレーキと同じですから、板を曲げるには、板を下から2本のボトムロールで支えて、上からトップロールで押す状態にしなければなりません。
先端を曲げる時は下図のようになります。


この状態でトップロールを下げると、最も端の方に力が伝わらない範囲ができてしまい、そこは平らなまま残ってしまうことになります。

昔はこの問題を解決するために、予め板を長くしておいて先端を切除したり、あるいは先端だけプレスブレーキで曲げるといったことをしておりました。
一方現在では、トップロールを水平移動させることで簡単に解決できるようになっております(※)。下図がその様子を表した図です。
このように、端を曲げる時はトップロールを水平移動するという特別な工程が必要になるため、「端曲げ」という名称が付いているのです。
なお、ロール曲げの精度はほぼ「端曲げ」で決まります。「端曲げを制する者はロール曲げを制す」のような格言がいずれ誕生するかもしれません(非常にニッチな世界で)。
(※)実際には各メーカーがそれぞれの解決策を出しており、例えばトップロールではなくボトムロールを水平移動させたり、あるいは4本ロール構造にすることで解決したりしています。
チタン(TP-340)の開先加工を行っている動画です。
難削材と呼ばれるチタンですが、回転速度と送り速度を調整することで良好な切削仕上がり面を得ることができます。
山十佐野製作所ではチタン以外にもインコネル、ハステロイ、ハイマンガン鋼といった難削材の開先加工の研究実績がございますので、お気軽にご用命いただけますと幸いです。
今回のテーマは製缶板金加工ではなくソフトウェア開発の話です。
しかも成功ではなく断念した話なのですが、世間でさかんにDXが叫ばれている中、これから同じような状況に遭遇する方達がいるのではないか、トライしたツール情報など何かお役に立てばと思い記事を書こうと考えました。
弊社で使用しているベンディングロール(ロール曲げを行う機械)には、4つのパラメータ(降伏点、板厚、曲げ径、板幅)を入力すると、曲げの可否等を演算してくれるソフトがあります。弊社では機械を5台所有しておりますので、ソフトウェアもそれぞれ用に5種類購入してありました。(正確にはメインのプログラムが1つあり、いわゆるアドインのような形で各機械ごとの演算機能が追加されます。)
このようなソフトウェア構成ですので、例えば「この製品はどの機械で曲げられるのか?」を調べたい時に、いちいち5個の機械ごとに入力して確かめなければならず、非効率的だと感じていました。また、将来的には業務ソフトと連携させて自動で演算させるところまで進めたいという希望もありました。
そこでまず、どのように実装できる可能性があるのか見当を付けるために、リバースエンジニアリングをしてみることにしました。
この演算ソフトはEXEファイルですので中身を知ることはできません。そこで、まずは無償版の逆アセンブラをいくつか試してみました。
EXEからネイティブコードへ逆アセンブリできたのは以下の3つです。
1)VB Decompiler
https://www.vb-decompiler.org/products/jp.htm
2)snowman
http://derevenets.com/index.html
3)Ghidra
https://www.bioerrorlog.work/entry/ghidra-beginner
※その他、JEBも試しましたが起動すらできませんでした。原因を調べる時間がもったいないので断念です。
https://www.pnfsoftware.com/jeb/community-edition
さて、ネイティブコードへ逆アセンブリした結果、このソフトウェアはVisual Basic 6.0で書かれていることがわかりました。前述のツールのうち、1)VB Decompilerは有償版(VB Decompiler Business License $229)でソースコードにデコンパイルまでできるとのこと。さっそく購入して試してみることにしました。
その結果、Visual Basic 6.0のソースコードらしきものを生成することができました。もしこのソースを自分でコンパイルすることができれば、DLL化して別のプログラムから呼び出すすることもできるでしょう。そうすれば自動化も可能になります。
しかしここで問題が1つ生じます。弊社は製缶板金業を営む町工場ですので、本格的なソフトウェア開発環境が整っているわけではありません。具体的には、Visual Basic 6.0のコンパイルに必要な古いバージョンのVisual Studio(6.0)を持っていないのです(持っているのは最新の無償版だけ)。調べてみたところ、Visual Studio 6.0を手に入れるには、年間10万円以上のMSDNサブスクリプション契約が必要とのことでした。
Visual Basic 6.0 (VB6) のダウンロードについて | 民主主義に乾杯 (python.ms)
そこで、Visual Basic 6.0からVisual Basic .NETへ変換できないかと考えます。Visual Basic .NETであれば、無償版の最新Visual Studioでコンパイルできるからです。
調べてみると、有償の変換ツール(サービス)がいくつかありましたが価格が載っておらず、代わりに「100人月を40人月に減らす」といった謳い文句が載っておりました。IT業界のことはよくわかりませんが、仮に1人月80万円とすると4,800万円のコストダウンに繋がるようなツール(サービス)です。少なくとも数百万円であろうと想像しました。
そこで何とか無償のツールが無いかと探していたところ、gmStudioというソフトウェアの評価版を見つけました。
VB6 to .NET | ASP to .NET | Tools - Great Migrations
評価版では11,000行までというリミットはありますが、とりあえず変換ができるかできないかの判断には使えます。
早速ダウンロードしてトライしてみたところ、空っぽのアウトプットが生成されてしまいました。エラーログを確認したところ、
Content: 140 As String * 5
Expecting identifier of variable being defined 140
RecNo Content of record
1196 Dim 140 As String * 5
といった文法エラーが発生しておりました。VB Decompilerでデコンパイルしたソースコードには、変数名140のようなソースが含まれてしまっていたようです。
VB Decompilerのメーカーに問い合わせたところ、「Webサイトで謳われているように、ネイティブコードからのデコンパイルの成功率は最高75%で、残念ながらデコンパイルがうまくいかないケースがある」とのことでした。
(変数名が数字にならないようにするぐらいならすぐに改修できるのではないか・・・?)と思いながらも、デコンパイルが上手くいかないのであればリバースエンジニアリング自体をあきらめるしかありません。仕方なく、別の方法で解決することにした、というお話でした。
もし時間ができたらまた記事を書こうと思いますが、概略としてはPythonのAppiumを使ってRPAプログラムを書きました。そして、それを応用して実装したのがロール曲げ自動判定ページです。製缶板金業以外の方には役に立たないと思いますが、一応リンクを張っておきます。
また、せっかくProバージョンのVB Decompilerを購入したので、もし「このEXEをデコンパイルしてみてくれないか」といったご要望があればご相談ください。(ただし著作権等の問題があるものはご遠慮ください。)
最後に、町工場のようなアナログ世界の方こそDXによる伸びしろは大きいと考えています。ITを生かして町工場のDXを一緒にやりたいという方、社員としてでも、パートナー企業としてでも、ご興味がありましたらお気軽にお声をお掛けください。
山十佐野製作所ではプラント設備の製缶板金加工で必要な溶接用の開先加工も行っております。改めて資料を作成いたしましたのでご覧いただけますと幸いです。
開先加工のご案内(株式会社山十佐野製作所) (yamajusano.com)




