
ロール曲げ加工の用語で「端曲げ(はなまげ)」というものがあります。
端(はな)とは、板の両端部分、つまり、円筒状に曲げた時にぶつかって溶接継目になる部分を指します。そして、その端を曲げる工程を端曲げと呼びます。
なぜ「端曲げ」という名前がわざわざ付くほど特別扱いされるのでしょうか?
その説明の前に、まずロール曲げの機械の仕組みについて簡単に紹介したいと思います。
ロール曲げを行う機械はベンディングロールと呼ばれ、主流は3本ロール構造です。上のロールがトップロール(または親ロール)、下の2本のロールがボトムロール(または子ロール)と呼ばれます。究極に単純化すると下図のようになります。
丸いのか尖っているのかの違いはありますが、曲げ加工の原理的にはプレスブレーキの上下金型(パンチ・ダイ)と同じです。プレスブレーキのパンチ(上金型)に該当するものがトップロールで、ダイ(下金型)に該当するものがボトムロールだと考えることができます。
一方で、ベンディングロールにはロールを回転させることができるという特徴があります。したがって、もし無理やり別の名前を付けるとしたら、”自動板送り装置付き丸金型プレスブレーキ”と言えるかもしれません。
さて本題です。
曲げの仕組みはプレスブレーキと同じですから、板を曲げるには、板を下から2本のボトムロールで支えて、上からトップロールで押す状態にしなければなりません。
先端を曲げる時は下図のようになります。


この状態でトップロールを下げると、最も端の方に力が伝わらない範囲ができてしまい、そこは平らなまま残ってしまうことになります。

昔はこの問題を解決するために、予め板を長くしておいて先端を切除したり、あるいは先端だけプレスブレーキで曲げるといったことをしておりました。
一方現在では、トップロールを水平移動させることで簡単に解決できるようになっております(※)。下図がその様子を表した図です。
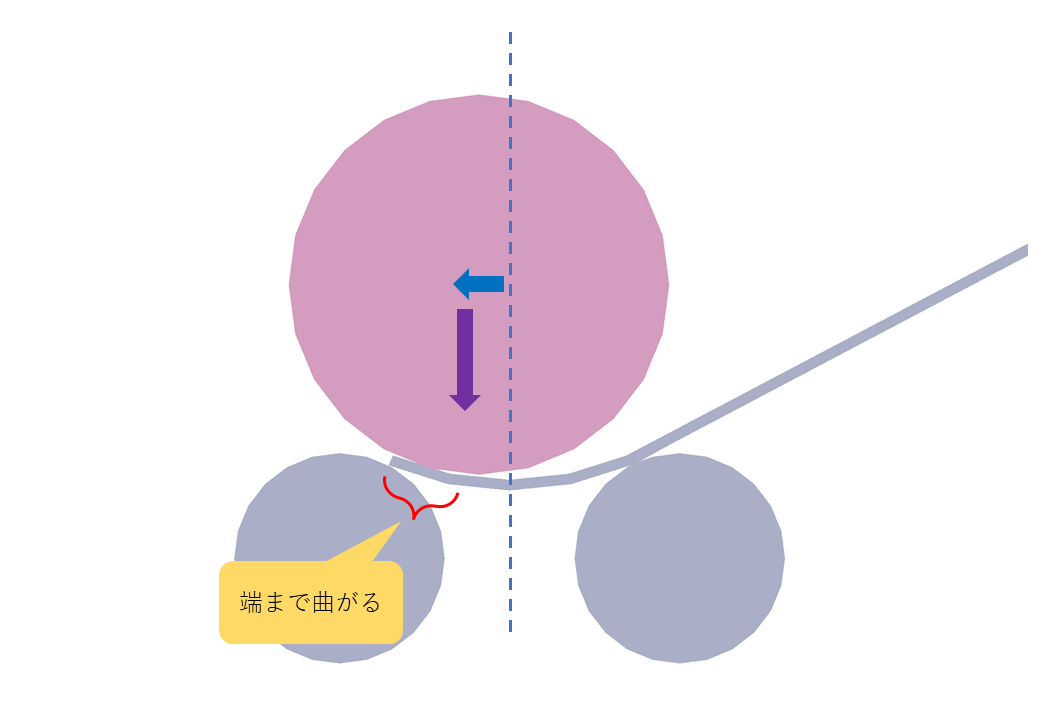
このように、端を曲げる時はトップロールを水平移動するという特別な工程が必要になるため、「端曲げ」という名称が付いているのです。
なお、ロール曲げの精度はほぼ「端曲げ」で決まります。「端曲げを制する者はロール曲げを制す」のような格言がいずれ誕生するかもしれません(非常にニッチな世界で)。
(※)実際には各メーカーがそれぞれの解決策を出しており、例えばトップロールではなくボトムロールを水平移動させたり、あるいは4本ロール構造にすることで解決したりしています。
0 件のコメント:
コメントを投稿