溶接の熱歪みで変形してしまった円筒をロール曲げでリロール(真円矯正)することは可能です。例えば以前にSUS329J4Lの溶接をしたら継目が尖ってしまって困っているというお客様からご依頼を受けてリロールのみを行いました。
矯正前
↓
矯正後
ただ、持ち込みリロールに関しては何点か条件が付いてしまいます。
・変形具合と要求される真円度によっては対応できないこともあります。
・完全に直るという保証ができず、加工時間の予想も難しいため、見積りが非常に困難です。
ロール曲げ加工は基本的には時間チャージですので、”それ以上時間をかけても真円度が高まる可能性は無いであろう”という加工時間を予想してお見積りするしかありません。たまに「グルグル回していれば真円になるんじゃないの?」と言われることがありますが、残念ながらもっと複雑な職人技が必要となります。
いびつな円を真円にするには、単純に言えば「本来よりRが大きい(曲がりが緩い)箇所を探して円の内側から押す」を繰り返せば真円に近づいていくはずです。
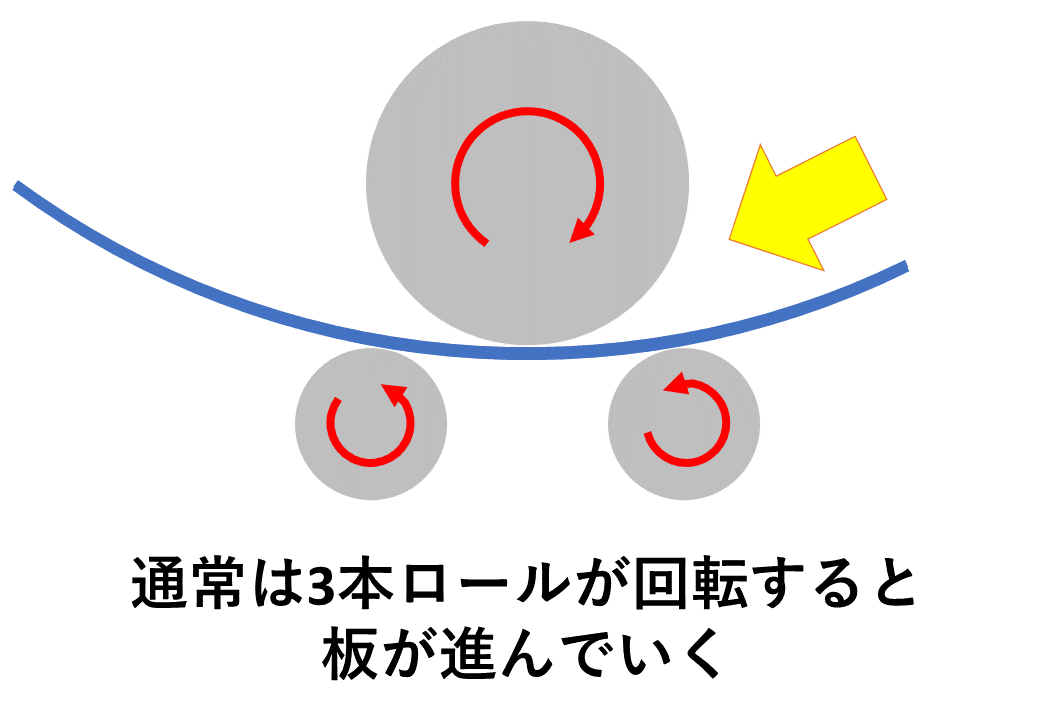
これを3本ロールで行おうとすると下図のようになります。
トップロールで内側から押す力と、ボトムロール2本で外側から押す力は同じなので、下図のようになります。
つまり、本来よりRが大きい(曲がりが緩い)箇所を曲げようとして内側から押すと、その両側が緩くなってしまうのです。実際には、この現象を見越して板の曲がり具合を見ながら少しずつ位置を変えながら押していくことになります。やみくもにグルグル回すだけでは永遠に終わらないことがご理解いただけるとかと思います。
山十佐野製作所では自社で溶接したものをリロールすることもあるので、豊富な実績があります。もし想定外に溶接後の歪みがひどくてどうしても困ってしまったという場合はご相談いただけますと幸いです。