「ロール曲げの端(はな)曲げ加工とは?」の記事で、現代の3本ロールは板の端まで曲げられる仕組みが備わっていると説明しました。しかし、それでも「他の部分は曲げられるが端だけ曲がらない」という時があります。それは、端を曲げるには他の部分を曲げる時より大きな力が必要だからです。
初めに、ロール曲げに必要な力の説明をしていきます。
ロール曲げの機械であるベンディングロール(3本ロール)の曲げの原理はプレスブレーキと同じで、下からの2点で支えて、上からの1点で押すことで板が曲がります。

原理が同じですので、単純化するためにまずはプレスブレーキの計算式に当てはめて考えていきます。プレスブレーキの曲げ圧力の計算式は以下の通りです。

P:曲げるのに必要な加圧力(kN)
C:補正係数
L:曲げ長さ(m)
t:板厚(mm)
σ:材料の引張応力(N/mm2)
V:Vダイの幅(mm)
※参照:株式会社アマダ『板金加工の基礎講座 第11回 ベンディング(曲げ)加工 (Part 2)』
参照先のサイトにも書いてありますが、上の式より、曲げるのに必要な力について以下の4点がわかります。
1)曲げ長さに比例する。
2)板厚の二乗に比例する。
3)材料の引張応力に比例する。
4)Vダイの幅に反比例する。
これらのうち、1)~3)は板の材質やサイズによって決まります。そして4)だけは機械の仕様によって決まる値です。Vダイの幅はベンディングロールで言うとボトムロール間隔に該当します。つまり、Vにボトムロール間隔を代入することでおよその曲げ圧力を計算することが可能です。

さて、実際にロール曲げを行っていると、緩い(大きな)Rに曲げる時よりも、きつい(小さな)Rに曲げる時の方が大きな力が必要だと実感します。しかし、上の計算式のパラメータにRは出てきません。これはどのように考えたら良いのでしょうか?
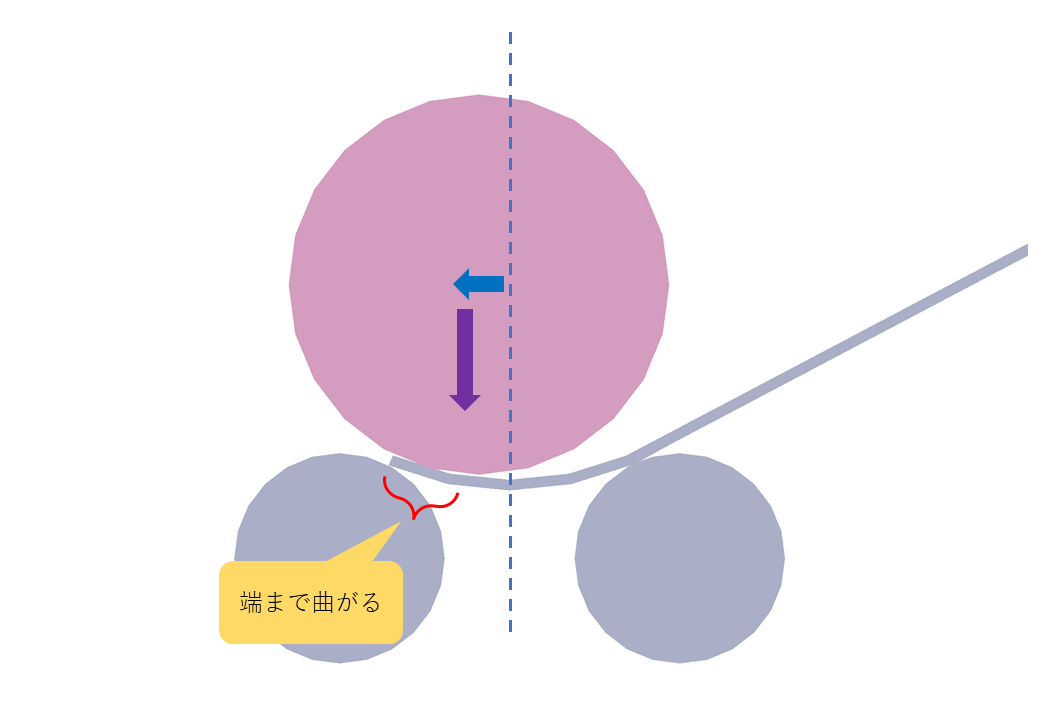
下図をご覧いただくと、曲げRが小さくなるにつれて、同じボトムロールでも下から押す位置(支点)が変わり、まるでV幅が短くなったような状態になることがわかります。このように考えれば、プレスブレーキの式だけでも「Rが小さくなると曲げ圧力が大きくなる」理由を説明することが可能です(実際にはもっと複雑だと思いますが)。

それでは最後にいよいよ本題です。端曲げに必要な力の方が通常の曲げに必要な力より大きくなるのはなぜなのでしょうか?
これは、ベンディングロールを「集中荷重を受ける単純支持はり」に見立てることで説明することができます。
まず、普通に曲げた時の様子は下図の通りです。

次に、端曲げの時の様子が下図の通りです。

板が同じRに曲がっている状態は、曲げモーメントが同じだと言えるので、先ほど求めた通常曲げのモーメントM1と端曲げモーメントM1'より、端曲げに必要な力P'は以下のように求められます。

つまり、トップロールを水平移動させて端に近づければ近づける程、曲げるのに必要な力は大きくなります。しかし機械の力には限界がありますので、場合によっては「端曲げをするには機械の力が足りないが、他の部分を曲げるには足りる」、つまり「端だけ曲がらない」状況が起こり得るのです。
解決策としては、昔ながらの原始的な方法に戻るしかありません。すなわち、1)予め板を長くしておいて先端を切除するか、あるいは2)先端だけプレスブレーキで曲げる方法です。弊社では状況に応じて1)と2)のどちらでも対応しておりますので、お気軽にご相談いただけますと幸いです。